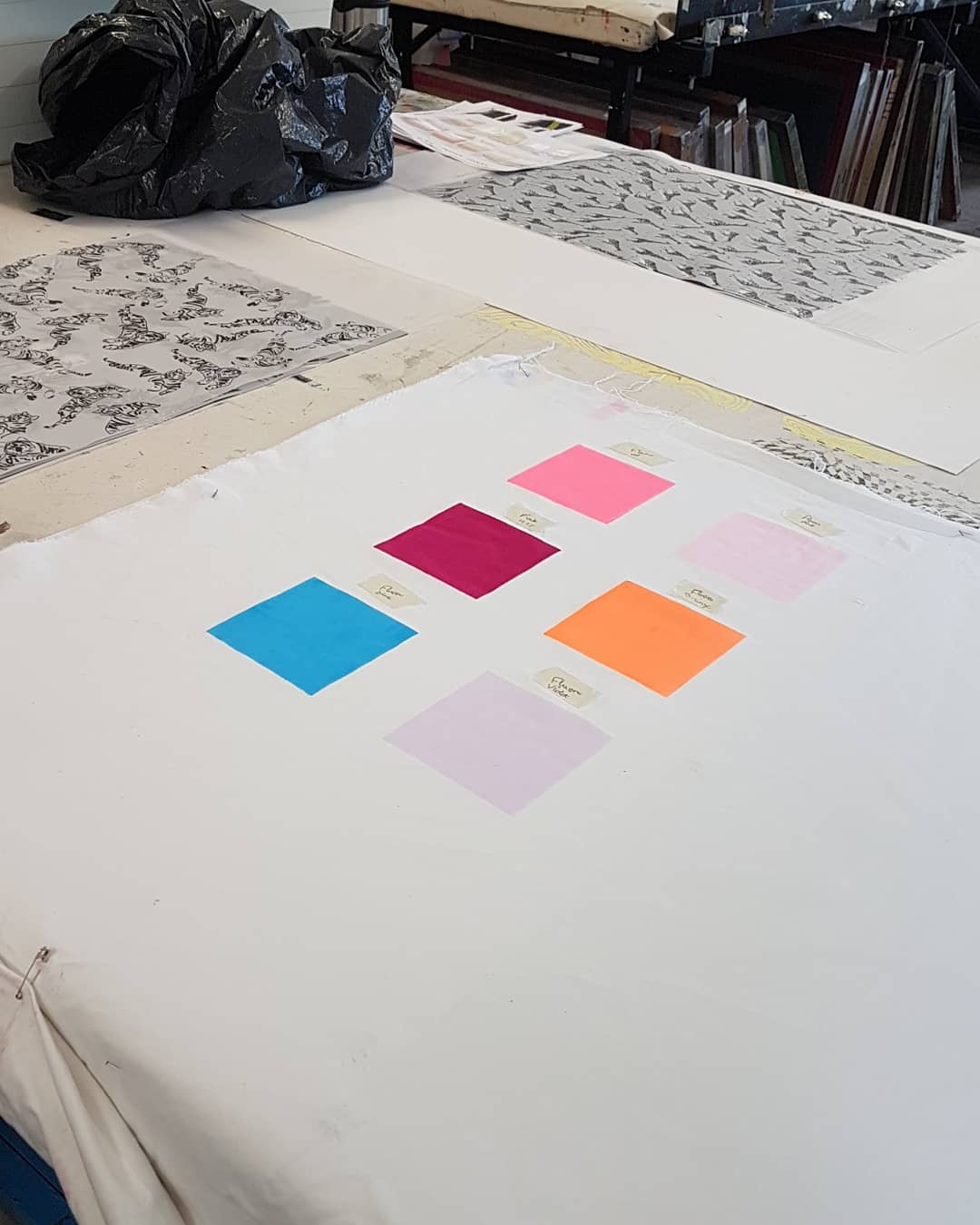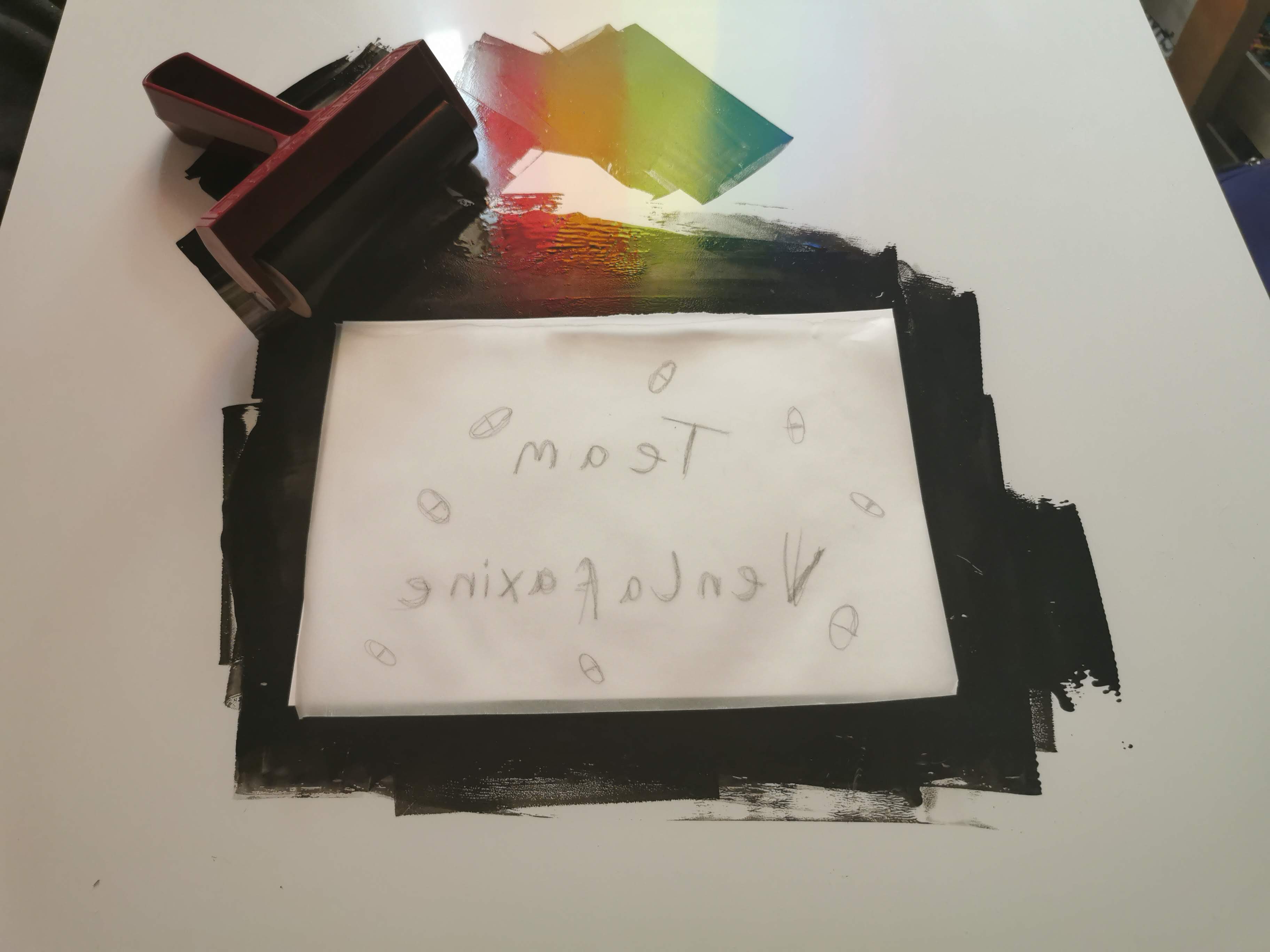
I’ve made myself a little DIY monoprint set up for my room consisting of a sheet of perspex and a roller and ink from a home linocut kit. The above photos show the set up and the process for the series I made about 2 months ago (I was going to wait until I had scans to upload but I decided to just upload the photos from my phone as I want to document what I’m doing regardless). I knew I wanted to write, but with monoprinting your prints come out reversed and I am rubbish at writing backwards, so I wrote out each thing on tracing paper first which I then flipped and placed on top of the sheet of paper I was printing onto, so that I could trace the backwards writing- meaning the prints were the right way.
This slideshow requires JavaScript.
The series consists of 13 prints- 3 are the names of the 3 antidepressants I have taken (one of which I am currently taking), and then 10 of the side effects I have experienced from these medications.
I made this as I have just recently switched antidepressants and am now on the third kind I have tried since I first started taking them aged 17, and I wanted to bring attention to some of the side effects that particularly effect me. Some of these side effects I didn’t even realise I was experiencing because of my medication- for instance the increased sensitivity to sunlight one- I used to tan really well and it took a lot of exposure to the sun for me to burn, but over the years this has changed and I now burn very easily and become easily fatigued if I spend too long in the sun. I also get dehydrated faster when it’s hot and it was only last summer that I read somewhere that it is a common side effect of long term antidepressant use. I think it’s really important to discuss relying on medication to be able to function; there is a lot of stigma still particularly towards those who take medication for mental health issues, a lot of misinformation, and a lot of jargon.
I was stuck on what to do next with this series of prints, so I put them aside for over a month to figure out where I wanted to go with it, and then saw a few days ago that Babeworld3000 are doing bi monthly zoom call crits and a reading group, so I figured joining the crit would be a good way to get feedback on this work. They gave me some really good stuff to work with and I enjoyed being able to feedback to others- it was something I really missed from uni!
I’m going to add the notes that the peeps who run Babeworld3000 made during the call once they email them out, but here are the things I jotted down just after my turn:
- Make it into a zine- educational (one of the people who runs Babeworld3000 also took part in the exhibition I was in with WANK Collective last year and really liked the zines I displayed- she suggested making these into a zine and others agreed)
- liked that it’s in my own language, more accessible, feels more real, honest
- Printing onto the side effects leaflets?
- Side effects bingo- everyone who has also taken these kinds of meds really connected with it and we joked about creating a “side effects bingo” which could be something fun on it’s own or as part of a zine
- liked the medium
- side effects bunting
To Do:
- add notes from Babeworld3000 once they are emailed out
- consider how to turn the prints into a zine- do I want to monoprint the whole zine, is this feasible? Or do I want to scan them in and create the zine digitally?
- decide what else could go in the zine/what I want on the front and back covers, what size, is it going to be stapled, hand stitched, or just folded?
- Take better photos or scan the prints in for portfolio
EDIT: CRIT NOTES FROM BABEWORLD3000:
Kat
- Monoprint series for feedback
- How to show? Maybe zines
- Your past zines could be shared with a zine made from these new prints in sort of a library.
- All these perspectives on your own experience shows how multifaceted you are
- The prints are extremely relatable with the whole group raising hands or saying “same”
- The bingo sheet at the back of the zine is an extension of this – like Instagram bingos where we can share parts of ourselves in a humorous and relatable way
- The zine format is accessible and flips the whole doctors pamphlet thing on its head
- print on the list of side effects but using an accessible code of language – colloquial and loaded language.